All drill pipe and tool joints are manufactured in our modern and technologically advanced manufacturing facility. Each tool joint is forged, machined, processed, inspected and tested by qualified operators to ensure the quality meets or exceed API specifications and customer’s requirements.

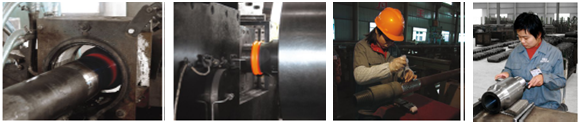
The Pipe Body and Tool Joint are joined together by friction welding. Each heat affected zone is quenched and tempered using our post weld heat treatment system to ensure a strong, tough and uniform weld zone.
100% of all friction welds are inspected by UT & MPI and hardness readings are taken across the heat affected zone. The friction weld area both internal and external are ground and sanded to a smooth finish to ensure these critical areas are free of stress risers.